Vierdaagsekruisjes: een kijkje in de medaillefabriek
De laatste zuil van de Nederlandse sport is niet meer. Voor het eerst dit jaar zal het kruisje van de Nijmeegse Vierdaagse worden uitgereikt door de Koninklijke Nederlandse Wandelbond – een fusie van de KNBLO met de NWB. Alle aanleiding voor een kijkje achter de schermen. Want hoe wordt dit beroemde kruisje eigenlijk gemaakt?
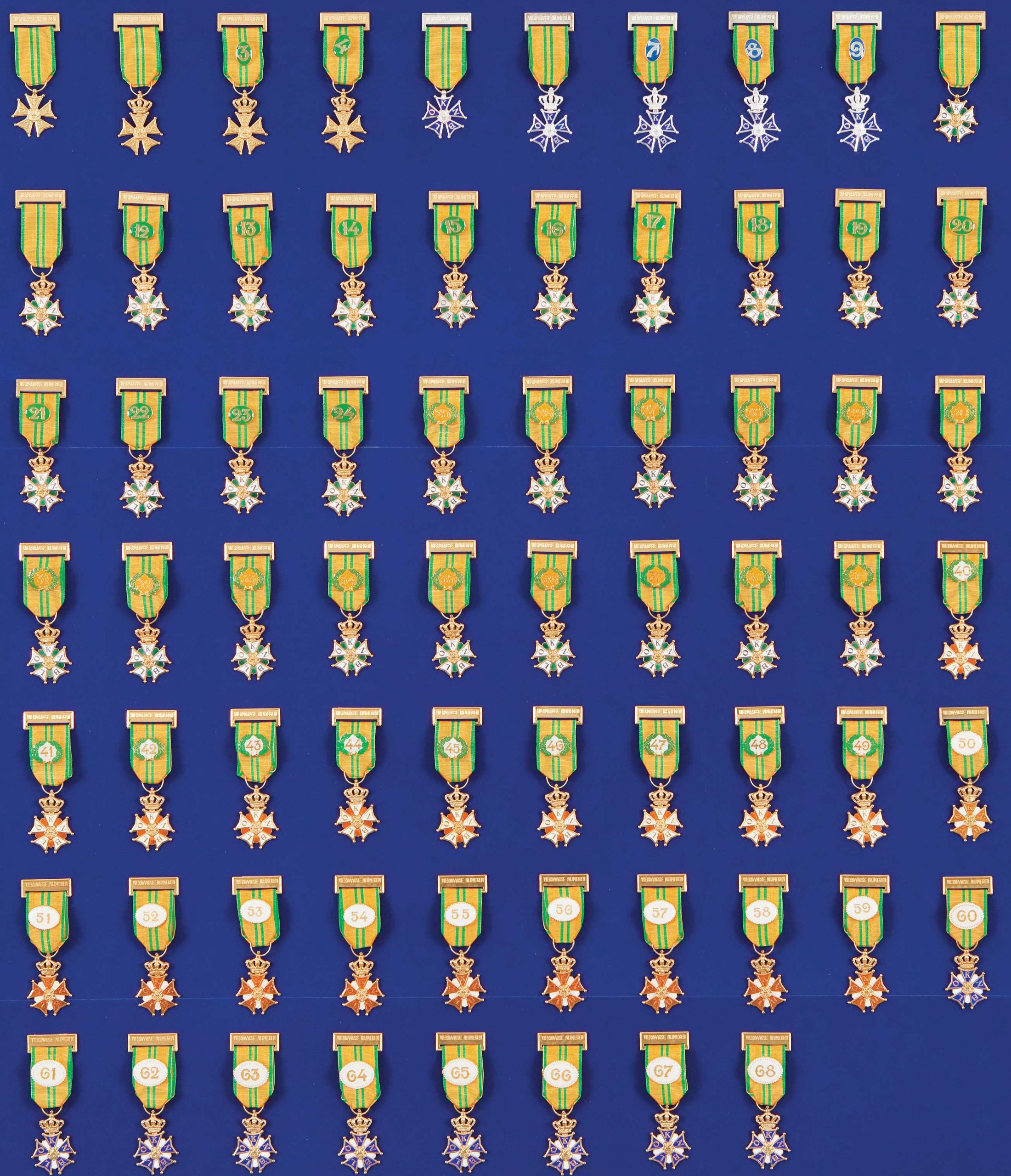
Het vierdaagsekruisje is oud. Het was koningin Wilhelmina die al in 1909 besloot dat ook niet officieren de onderscheiding voor marsvaardigheid mochten dragen. Aanvankelijk betrof dit alleen infanteristen, maar tegenwoordig komt iedereen zijn afstand binnen de tijd afgelegd in aanmerking. Welk kruisje je krijgt is bovendien afhankelijk van hoeveel keer je al meedoet. Van brons, via het gebruikelijke zilver naar goud, met al maar meer franjes en versiersels. De echte diehard? Die krijgt een gouden kruis met kroon met blauw geëmailleerde armen en witte lauwertakjes.
Duurzaam vakmanschap
In een zoektocht naar wie de vierdaagsekruisjes maakt, komen we uit bij Koninklijke Begeer (anno 1777) dat in 2006 door Van Veluw werd overgenomen. Ook stuiten we op een recent rapport ‘Duurzaam vakmanschap’ dat beschrijft hoe dit bedrijf in Zeist maatschappelijk verantwoord te werk gaat. Het blijkt dat ze net als vele metaalbedrijven voor nieuwe medailles en speldjes eerst met CAD aan slag gaan. Maar voor herhalingsopdrachten ligt het anders. En het vierdaagsekruisje? Dat is natuurlijk een hele fijne herhalingsopdracht. Hij is een stuk zekerder is dan de te maken elfstedentochtkruisjes en er mogen er bovendien zo’n 45.000 van gemaakt worden. Naar voorbeeld van ‘How it is made’ volgt hieronder een korte samenvatting van het productieproces.
Stempels maken
Voor ieder nieuw product wordt eerst gereedschap gemaakt. Dit bestaat uit het stempel en een frees waarmee het stempel wordt vervaardigd. Het maken van het stempel is een ambachtelijk, handmatig proces dat wordt uitgevoerd door een gediplomeerd graveur. Voor ieder stempel wordt een op maat geslepen frees gebruikt, waarbij het snijpunt van de frees heel nauw luistert. Na het vervaardigen van het stempel is de frees bot en kan niet meer worden gebruikt. Daarom wordt voor ieder nieuw stempel een aparte frees gemaakt. Nadat het stempel is gegraveerd wordt er een loden voorbeeld geslagen dat door de klant dient te worden goedgekeurd. Voor het proefproduct wordt lood gebruikt omdat dit materiaal zacht is en het nog niet geharde stalen stempel niet kan beschadigen. Nadat de klant de proef heeft goedgekeurd wordt het stalen stempel gehard, zodat het geschikt is onder hoge druk producten te slaan of te persen. Het stempel wordt hiertoe in een oven verhit bij een temperatuur van 650 graden Celsius. Daarna wordt het snel gekoeld in olie. Na afkoeling wordt het stempel opnieuw voor 90 minuten verhit in een zoutbad met een temperatuur van 300 graden Celsius. Dit proces heet ‘ontlaten’. Tenslotte laat men het stempel via de natuurlijke weg afkoelen. Het stempel is gereed voor de perserij.
Matrijzen
Indien het om technische redenen noodzakelijk is om een product te gieten, wordt er gebruik gemaakt van een rubber matrijs. Voor de productie van de matrijs wordt ongevulkanisseerde rubber gebruikt. Het te vervaardigen (onderdeel van het) product wordt omgeven door vulcaniseer rubber. Onder druk en temperatuur wordt het rubber uitgevulkaniseerd en ontstaat er een gietmatrijs. De gietmatrijs wordt volgespoten met vloeibare was. Deze wasmodellen zijn een exacte kopie van het uiteindelijke product. Vervolgens wordt er van de wasmodellen een ‘boompje’ gemaakt dat in gips wordt gegoten. Hierna wordt het boompje van gips verwarmd waarbij de was uit het gips wegsmelt. In de ontstane holle ruimtes (die een exacte kopie zijn van het product) kan tenslotte goud, zilver of brons worden gegoten. De restproducten die bij de vervaardiging van de matrijs ontstaan zijn (gesmolten) was en gips. De was wordt opgevangen en gereinigd. De schone was wordt hergebruikt. Het vuil wordt tezamen met het gips met het reguliere huisafval afgevoerd.
Persen
Binnen de productie worden hoofdzakelijk non-ferro metalen gebruikt. Dit zijn over het algemeen legeringen waarbij goud, zilver of koper het hoofdbestanddeel vormen. De keuze van het materiaal wordt in eerste instantie bepaald door de klant (goud, zilver of brons). De technische specificaties van het product kunnen een rol spelen bij de keuze van het materiaal. Het gaat dan om vragen zoals ‘is het materiaal te emailleren’, ‘is het materiaal te galvaniseren’ of ‘is het voldoende te vervormen’ (in de juiste vorm te brengen). Hele grote orders worden geproduceerd met een automaatstempel die alle handelingen uitvoert. Kleine (re) orders worden handmatig geproduceerd. Wanneer het product onder hoge druk wordt geslagen, zet het uit. Vervolgens wordt het overtollige materiaal in een tweede bewerking verwijderd en opgevangen. Dit materiaal gaat terug naar de leverancier die het versmelt tot (nieuw) plaat- of bandmateriaal . Afhankelijk van het product kunnen er nabewerkingen worden uitgevoerd, zoals het prikken van een gaatje voor de bevestiging van bijvoorbeeld een draaglint.
Galvaniseren
De volgende stap in het productieproces is galvaniseren. Galvaniseren is een methode die gebruik maakt van elektriciteit om een voorwerp te voorzien van een laagje (edel)metaal. Het te behandelen messing product wordt ontvet in een trilbad gevuld met een vloeibare zeepoplossing. Vervolgens wordt het schoongespoeld in drie verschillende spoelbaden. Het eerste spoelbad is het spaarspoelbad. In dit bad worden de producten ontvet ten behoeve van de verdere productiestappen. Het water van dit bad wordt teruggepompt zodat het waterverbruik wordt beperkt. In het tweede en derde spoelbad wordt het product schoon gemaakt en wordt een hechtingslaag aangebracht voor het vernikkelen en verzilveren (nikkelstrike en zilverstrike). Het spoel water van baden 2 en 3 wordt gezuiverd door een eigen zuiveringsinstallatie.
Nabewerking
Afhankelijk van het product en de gewenste uitvoering worden diverse nabewerkingshandelingen verricht, waaronder patineren, graveren en lakken. Gebronsde en verzilverde producten kunnen worden behandeld zodat ze oud(er) lijken. Dit proces heet oxideren voor zilver en patineren voor brons. Patina is een oxidative laag die op metalen voorwerpen wordt aangebracht zodat ze er verweerd uitzien. Patineren kan op twee manieren gebeuren; handmatig en machinaal. Kleine oplagen worden met de hand gedompeld in een oxidebad en vervolgens (met de hand) schoon gepoetst. Grote oplagen in het goedkopere segment worden na in het oxidebad te zijn gedompeld machinaal afgewerkt (trommelen, polijsten, schuren). De wijze van patineren is met name afhankelijk van de oplage en de mate van detaillering van het product.
Polijsten
Nadat de producten zijn voorzien van de oxidatielaag is de volgende stap polijsten, ook wel trommelen, schuren of borstelen genoemd. Gedurende deze productiefase wordt de oxidatielaag deels verwijderd zodat het verweerde effect van het product resteert. Tegelijkertijd worden de scherpe randjes zoveel mogelijk verwijderd. Het machinaal doorschuren gebeurt in polijstmachines. De trommels van de machines zijn gevuld met zeep, water en steentjes (voor kleine producten puimsteen). Bij deze bewerking komen kleine metaaldeeltjes in het spoelwater terecht. Deze deeltjes worden door een reiningingsinstallatie opgevangen en het vervuilde water wordt verantwoord afgevoerd.
Reinigen na solderen
Producten die worden gesoldeerd of zijn geperst worden gereinigd (‘gespoeld’) door ze handmatig te dompelen in een spoelbad. Vergulde en verzilverde producten worden gespoeld in een bad met vitriol. Als de concentratie stof te hoog is en het salpeter, zwavelzuur of vitriol is uitgewerkt, worden deze stoffen afgevoerd naar de afvalverwerker.
Drogen, rotofinish
De gereinigde producten worden gedroogd in een centrifuge (droogmachine). Verwarmde houtsnippers drogen en polijsten de producten. Bij dit proces komt stof vrij. Dit stof wordt afgezogen door de luchtzuiveringsinstallatie.
Emailleren
Producten kunnen worden bewerkt (‘bedragen’) met emaille accenten. Bij emailleren wordt glaspoeder nat gemaakt en opgebracht op het product. Vervolgens wordt het glas gehard in een oven (bij 900 graden Celsius) of handmatig met behulp van een brandertje. Eventueel wordt het emaille nabewerkt met een slijpmachine.
Vernissen en drogen
Bijna alle producten worden ter bescherming vernist, met uitzondering van de producten van goud en nikkel. Vernissen gebeurt in een spuitcabine met een spuitpistool. De spuitnevel slaat neer op het product. De spuitnevel vervluchtigt deels en wordt door de afzuiginstallatie afgezogen, gefilterd en afgevoerd naar buiten. In een droogkast wordt het verniste product gedroogd.
Lakken
Producten zoals naamplaatjes, medailles en penningen kunnen worden gelakt. Dit gebeurt met de hand. Boven de tafels zijn afzuigarmen gemonteerd die de lucht naar buiten afvoeren. Indien er twijfel bestaat over de luchtkwaliteit wordt er een meting uitgevoerd.
Kwaliteitscontrole, verpakken en transport
Na iedere stap in het productieproces wordt de kwaliteit van het product (halffabrikaat) door de medewerker – die de volgende stap van het productieproces voor zijn of haar rekening neemt – gecontroleerd. De eindcontrole met betrekking tot de kwaliteit van het gereed product vindt op twee manieren plaats: Alle onedele (bulk)producten worden bij de emballage gecontroleerd. De producten van edelmetaal gaan direct naar het magazijn, worden daar individueel g eïnspecteerd en vervolgens (meestal per stuk) verpakt.
Maatschappelijk verantwoord
In het MVO-rapport van Van Veluwe valt nog veel meer interessants te lezen. Hoe er wordt omgegaan met de verschillende afvalstromen bijvoorbeeld. Maar ook het cultureel erfgoed wordt genoemd. Zo stelt het: “De onderneming produceert de eretekens voor belangrijke evenementen waaronder die voor de Avondvierdaagse en de Vierdaagse van Nijmegen, de Elfstedentocht in Friesland en diverse andere regionale en lokale culturele en sportieve evenementen. Met het beheer van de soms eeuwenoude stempels en matrijzen van deze eretekens, levert Van Veluw / Koninklijke Begeer haar bijdrage aan de instandhouding van belangrijk cultuur-historisch erfgoed van Nederland.”
Download hier het hele rapport
Meer nieuws

ABB brengt nieuwe gerobotiseerde cel voor oppervlaktebewerking op de markt
ABB Robotics heeft een nieuwe geautomatiseerde cel voor oppervlaktebewerking gelanceerd, gericht op bedrijven die hun schuur- en polijstprocessen willen automatiseren …
‘Groeiende Europese chipvraag vraagt gerichte keuzes van overheid en industrie’
De Europese vraag naar halfgeleiders neemt de komende jaren sterk toe, vooral in sectoren waarin Europa traditioneel sterk is, zoals …

Techniekcoalitie vraagt aandacht voor arbeidsmarktbeleid
De Tweede Kamer spreekt op 28 mei over arbeidsmarktbeleid en arbeidsmarktdiscriminatie. Ter voorbereiding op het debat heeft de Techniekcoalitie, bestaande …

Productie industrie in maart bijna 2 procent hoger dan jaar eerder
De kalendergecorrigeerde productie van de Nederlandse industrie lag in maart 1,7 procent hoger dan in maart 2025, maakt het Centraal …